BIURO HANDLOWE30-092 Kraków, ul. L.Kmietowicza 11
ZAKŁAD PRODUKCYJNYJANUSZOWICE 32-090 SŁOMNIKI
Ich zastosowanie ma miejsce przede wszystkim w budownictwie i przemyśle, gdzie użytkowane są, jako podesty robocze, pomosty komunikacyjne, wycieraczki wejściowe, przykrycia kanałów, podjazdy czy wypełnienia regałów magazynowych.
Ponadto, ich funkcjonalność, często wykorzystywana jest w branży architektonicznej, gdzie służą, jako elewacje, bariery, osłony czy sufity podwieszane.
Elementami tworzącymi strukturę KWO są połączone płaskowniki nośne i poprzeczne. Proces łączenia polega na wprasowaniu dużą siłą płaskownika poprzecznego w specjalnie nacięty płaskownik nośny. W ten sposób powstaje trwałe połączenie wciskane, utrzymujące płaskowniki w określonym rozstawie (oczku).
Płaskowniki nazwane nośnymi, pełnią zadanie przenoszenia obciążeń działających na kraty pomostowe w okresie użytkowania, natomiast płaskowniki nazwane poprzecznymi narzucają formę kratową, łączą płaskowniki nośne i pozycjonują je między sobą.
Długość płaskownika nośnego odpowiadać powinna rozpiętości belek konstrukcji wsporczej, z zastrzeżeniem, że szerokość oparcia na belce nośnej powinna być równa wysokości kratki i nie mniejsza niż 30 mm. Wymiar nośny oznacza się umownie "L" i określa jednocześnie długością. Drugim wymiarem stanowiącym długość płaskownika poprzecznego, jest szerokość "B".
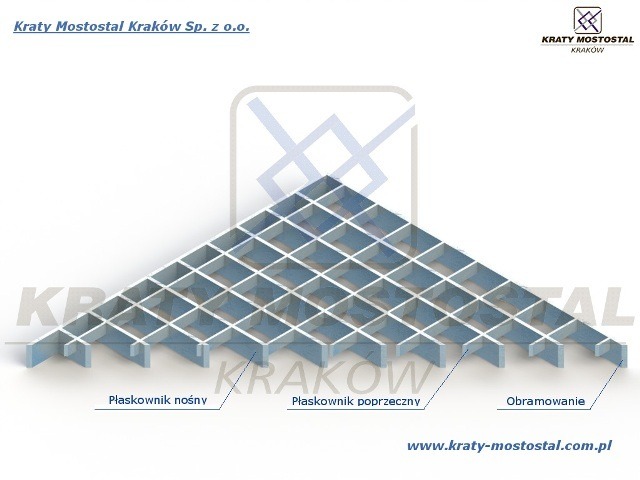
Standardowo kraty wciskane obramowane są płaskownikiem o wysokości płaskownika nośnego, jednakże na potrzeby indywidualne wykonujemy obramowania innym profilem (kątownik, ceownik, profil zamknięty itp.) - możliwy jest również brak obramowania.
Rozstaw płaskowników nośnych i płaskowników poprzecznych jest oczkiem. Kraty prasowane wykonywane są o wielkości oczek z przedziału od 11,1 mm do 99,9 mm (moduł 11,1 mm).
Kraty podestowe wciskane wykonujemy zgodnie z normą DIN 24537, tolerancjami wg RAL-GZ 638 i warunkami technicznymi wykonania krat. Wymiary gabarytowe krat podestowych wykonujemy w tolerancjach ujemnych +0 do -4 mm (uwaga: na etapie projektowania odległości pomiędzy kratami należy przyjmować za równe 0).
Gatunkiem materiału używanym w produkcji jest stal S235JR, wg EN 1002. W końcowym etapie produkcji dokonywane jest ocynkowanie ogniowe zgodnie z EN ISO 1461. Dokonując doboru krat pomostowych, zachęcamy do skorzystania z naszego doradztwa.
| Wysokość [mm] | 20; 25; 30; 40 | 20; 25; 30; 35; 40; 50 | 30; 40 |
| Grubość [mm] | 1.5 | 2; 3 | 4 |
| Wysokość [mm] | 9 | 9 | 9 |
| Grubość [mm] | 1.5 | 2 | 2; 3 |
| Wymiar oczka (pomiędzy płaskownikami nośnymi) | 16; 22; 33; 44; 55; 66; 77; 88; 99 i inne | ||
| Rozstaw oczka (pomiędzy płaskownikami poprzecznymi) | 22; 33; 44; 66 | 11; 22; 33; 44; 55; 66; 99 | 33; 44 |